

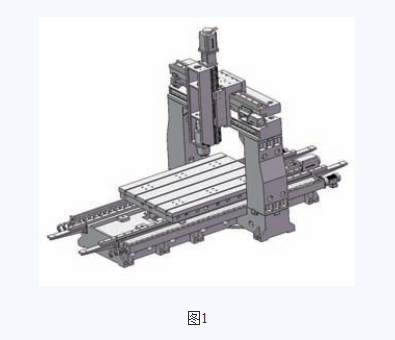
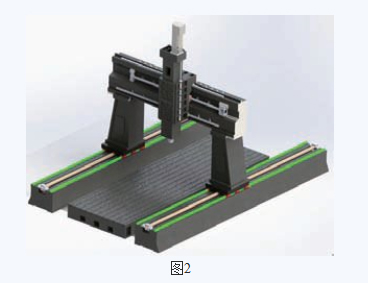
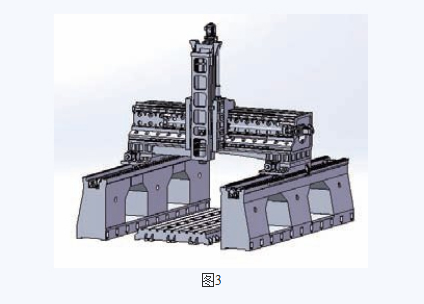
在一般传统认识中,工作台移动式满足了一般工件的常规切削,也是国内市面上最普及的一种形式;龙门移动式一般满足较长较重工件的一般切削,在大型工件加工中也并不少见;而横梁移动式龙门机床尽管在欧美工业发达国家比较普遍使用,但国内仍然比较少见,随着近10多年我国大量引进欧美进口高端机床和高速高精加工的快速发展,该类型机床也开始为人所接受。本文既是对比的介绍横梁移动式龙门机床的技术特点和优势。
1. 工件承载
由于横梁移动式龙门机床的工作台固定不动,可以设计的厚重扎实,因此具备了非常好的承载,一般说来承载重量只要能够体积机床允许均可放置。而工作台移动式机床,在设计时必须考虑到移动的重量,工作台厚度往往只有固定工作台的1/2到1/3,结构强度弱,在不考虑运动特性的前提下,每平方米承载也仅在1~1.5t左右,适用范围明显较小。
2. 导轨磨损及精度保持性
在假定切削条件相同的情况下,质量负载是影响导轨磨损及精度保持性的一个重要因素。
工作台移动式龙门机床除了工件重量以外工作台本身的自重也非常巨大,如果长期加工较重工件,必然导致导轨磨损加速,一段时间精度就会下降。相对应的工作台固定式的龙门机床,由于质量负载是定值,不会随着工件的变化而变化,只要在设计时选择合适的导轨,导轨的磨损就会很小且稳定,机床能够长久的保持精度。
3. 快移速度和加速度
工作台移动式龙门机床在空载时一般都能达到其标注的设计速度,但随着工件重量的增加,其移动速度必然大幅下降,影响效率,而工作台固定式龙门机床由于工件负载与移动无关,无论承载多重工件,均能确保保持设计速度,这在较大型机床上很有意义。
同时用户在关注快移速度时,往往陷入一个误区,这个误区就是忽略了加速度,其实快移速度对加工效率的影响远远不如加速度的影响,尤其是在一些复杂形状的工件加工上,加速度提高后有时候能够数倍的提高加工效率。
由于工作台移动式龙门的工作台负载是个变量,当在机床生产厂家设置较大的加速度,一旦放置较重工件后,机床就会发生振动、冲击等进而损坏传动系统;龙门移动式龙门尽管工件不参与运动,但龙门框架重心高,过高的加速度容易产生较大的倾覆力,造成机床损坏,也不宜设置过高的加速度;而横梁移动式龙门由于运动重心在横梁上没有大的倾覆力矩且运动质量保持不变,因此只要选择合适的伺服电动机便可获得很高的加速度,有的机床设计合理的情况下加速度可以接近于立式加工中心,这样不仅能够提高加工效率,还能降低加工表面粗糙度值。
4. 伺服运动性能
运动质量对伺服惯量比参数及加速度参数来说有着本质的影响,如果运动质量产生变化,那么惯量一定变化,亦即电气精度参数一定变化,而机床出厂时所确定的参数是依据调试时的负载而设定的,一旦出厂后运动质量有较大变化后,那么伺服的负载也产生变化,但此时用户一般无法调整这些参数,因此直接会导致电气精度降低,不能加工高精度工件,注意此时指的高精度不是点位运动(二维)的精度,而是指的插补精度或者说是轮廓精度,而且由于负载变化导致的参数不适应,更会使表面粗糙度一定程度恶化,导致机床不能做高速高光加工。
这就是往往客户在验收机床时验收工件精度是合格的,但一旦放上一个较大工件后精度变化了,往往找不出问题所在。而横梁移动式机床在伺服运动性能的稳定性和一致性上具有极高的先天优势。
5. 加工精度和表面粗糙度
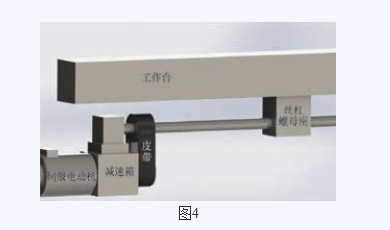
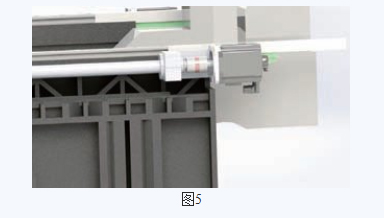
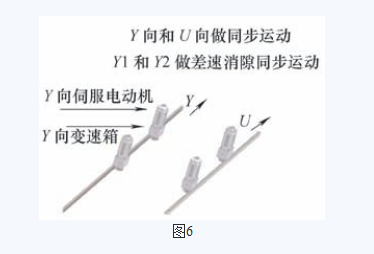
图4、图5和图6分别是工作台固定式与横梁移动式龙门机床的传动示意图,图中可以看出工作台移动式龙门的工作台传动由于工作台比较重,必须采用伺服电动机加行星减速箱减速才能提供足够的驱动力,但即使是精度最高的行星减速箱也仍然有间隙,当然这个间隙一般人认为是可以通过系统补偿掉,这个想法在工作台不重或移动速度不快,总之没有大的冲击力时是可以的,但对于龙门机床一般承载都较大,且工作台本身就比较重了, 一旦在高速反向时由于这个大的惯量,自然把这个间隙带出来,这就是过切产生的原因,因此只有降低速度和加速度来减少过切的程度。
既然没有间隙,就不存在过切现象,这样就能够把加速度提高,同时机床运动负载不变,这样惯量比也能保持出厂所调试的较高值,这是就能较大的调高例如增益等关键性电器参数值,机床就能获得好的电器性能,同时得到低的表面粗糙度。
但要注意的是龙门移动式机床,由于运动重心与支撑点(立柱下方滑块)存在较大力臂,在做高加速度运动时存在较大倾覆力,会有过切现象。而一旦使用较低的加速度,不仅运动效率降低,也不能得到好的轮廓精度和表面粗糙度,但该类型机床可以用在点位运动工件的加工,可以加工重大工件并得到好的精度和精度保持性。
全闭环能解决精度问题吗?
如上点所述既然工作台移动式机床(此处指的是中型以上机床)不能像横梁移动式机床一样得到稳定可靠的精度和表面粗糙度,那么采用全闭环是否能够解决呢?答案是否定的,诚然,全闭环可以提高机床的精度,但需要指出的是这里的精度指的是位置环精度,而非速度环和电流环精度,因此在点位加工时,全闭环可以提高加工精度,但在插补运动中,要得到好的轮廓精度和表面粗糙度主要依靠的是速度环及电流环等电气参数匹配以及获得好的全闭环循圆效果,因此全闭环并不能有效解决问题。同时需要指出的是,如果机床本身刚性和精度不好,使用全闭环还会导致震动,进一步恶化机床的精度和加工表面粗糙度。
横梁移动式龙门机床不仅具有以上优势,还有以下优势:①加工材料范围广,由于导轨在工件加工范围的上面,容易防护,因此在加工易磨损导轨材料时,不需要过分考虑粉尘进入导轨加速磨损,尤其适于陶瓷、铸铁、玻璃纤维等。②占地面积小,一般为工作台移动式龙门占地面积的60%。③加工长工件方便,对于一些超过机床长度的工件,可以移动工件接刀加工。
综合以上特点来看,这就是为什么目前市售流行的大型高速铣及双摆头式五轴联动龙门基本采用横梁移动式龙门结构的原因。双摆头式五轴联动龙门当五轴头的旋转轴摆动角度时,机床的线性轴需要跟随到达预定位置,这就是RTCP功能。
众所周知作为高精度数控机床如果要得到高精度,必须各轴响应要一致,因此各轴要有很好的伺服特性和惯量匹配,而前述为了得到很好的伺服特性和惯量匹配必须控制稳定的运动质量,并由稳定的伺服有效地控制这个质量,这样才能得到好的特性并通过循圆来验证。当三个线性轴得到有效控制并能够响应旋转轴的速度和加速度,才能得到一个好的空间加工精度。
因此在龙门三种结构中,工作台移动式龙门由于移动重量是变化的,因此惯量和伺服特性是变化的,一般得不到高精度和低的表面粗糙度值;而龙门移动式,也因为龙门移动的重心高,在急加减速时会产生一个倾覆力矩,这就导致这种结构不能有快速响应,一旦快速响应就会导致精度变化及过切,因此这两种结构均不适合大型工件的高精度五轴加工的要求;而横梁移动式结构由于运动质量可控且没有倾覆力矩,非常适合高速高精度加工,也是国际上普遍的大型高速铣和五轴龙门的结构方式。
6. 结语
目前国内的加工随着发达国家流行趋势正在向着高速、高精和低表面粗糙度值方向发展,在机床的选型上也紧跟这个趋势在产生变化,传统的工作台移动机型尽管也在改进,但由于其结构存在原理性的问题,因此在高速高精高光加工时,尤其是大型工件特别是高端塑料模具、航空航天零件等,工作台移动式机床显得力不从心。本文通过介绍横梁移动式龙门结构的特点,为读者紧跟发展趋势选择机床提供了一些参考建议,希望能有所启发。
 鲁公网安备 37010502001727号
鲁公网安备 37010502001727号